
Aukštos klasės gamybai ir energijos taupymui bei emisijų mažinimui vis labiau reikia pažangių procesų. Kalbant apie pramoninį paviršiaus apdorojimą, skubiai reikia visapusiškai atnaujinti technologijas ir procesus. Tradiciniai pramoniniai valymo procesai, tokie kaip mechaninis valymas trinties būdu, cheminis valymas nuo korozijos, stiprus smūginis valymas, aukšto dažnio ultragarsinis valymas, ne tik turi ilgus valymo ciklus, bet ir sunkiai automatizuojami, turi žalingą poveikį aplinkai ir nepasiekia norimą valymo efektą. Jis negali gerai patenkinti smulkaus apdorojimo poreikių.

Tačiau vis labiau ryškėjant aplinkos apsaugos, didelio efektyvumo ir didelio tikslumo prieštaravimams, tradiciniai pramoninio valymo metodai susiduria su dideliu iššūkiu. Tuo pačiu metu atsirado įvairios valymo technologijos, palankios aplinką tausoti ir tinkamos detalėms ultraapdailinimo srityje, o lazerinio valymo technologija yra viena iš jų.
Valymo lazeriu koncepcija
Valymas lazeriu yra technologija, kuri naudoja fokusuotą lazerį, kuris veikia medžiagos paviršių, kad greitai išgaruotų arba nuluptų ant paviršiaus esančius teršalus, kad būtų nuvalytas medžiagos paviršius. Palyginti su įvairiais tradiciniais fiziniais ar cheminiais valymo metodais, valymas lazeriu pasižymi be kontakto, eksploatacinių medžiagų, be taršos, didelio tikslumo, be pažeidimų ar nedidelių pažeidimų ir yra idealus pasirinkimas naujos kartos pramoninio valymo technologijoms.
Lazerinio valymo mašinos veikimo principas
Principas,lazerinio valymo mašinayra sudėtingesnis ir gali apimti tiek fizinius, tiek cheminius procesus. Daugeliu atvejų fiziniai procesai yra pagrindinis procesas, lydimas tam tikrų cheminių reakcijų. Pagrindiniai procesai gali būti suskirstyti į tris kategorijas, įskaitant dujinimo procesą, smūgio procesą ir virpesių procesą.
Dujinimo procesas
Kai didelės energijos lazeris apšvitinamas medžiagos paviršiuje, paviršius sugeria lazerio energiją ir paverčia ją vidine energija, todėl paviršiaus temperatūra greitai pakyla ir viršija medžiagos garavimo temperatūrą, todėl teršalai atskirtas nuo medžiagos paviršiaus garų pavidalu. Selektyvus garinimas dažniausiai įvyksta, kai lazerio šviesos sugerties greitis paviršiaus teršaluose yra žymiai didesnis nei pagrindo. Tipiškas panaudojimo atvejis yra nešvarumų valymas nuo akmens paviršių. Kaip parodyta paveikslėlyje žemiau, akmens paviršiuje esantys teršalai stipriai sugeria lazerį ir greitai išgaruoja. Pašalinus teršalus ir apšvitinus lazeriu akmens paviršių, absorbcija silpna, akmens paviršiuje išsklaido daugiau lazerio energijos, akmens paviršiaus temperatūros pokytis nedidelis, akmens paviršius apsaugotas nuo pažeidimų.
Įprastas cheminis procesas vyksta, kai ultravioletinėje juostoje esantis lazeris naudojamas organiniams teršalams valyti, o tai vadinama lazerio abliacija. Ultravioletiniai lazeriai turi trumpą bangos ilgį ir didelę fotonų energiją. Pavyzdžiui, KrF eksimerinių lazerių bangos ilgis yra 248 nm, o fotonų energija siekia 5 eV, o tai yra 40 kartų didesnė nei CO2 lazerio fotonų energija (0,12 eV). Tokios didelės fotonų energijos užtenka organinių medžiagų molekuliniams ryšiams suardyti, todėl organiniuose teršaluose esantys CC, CH, CO ir kt., absorbavus lazerio fotonų energiją, nutrūksta, dėl to pirolizės dujofikacija ir pašalinimas nuo paviršiaus.
Šoko procesas
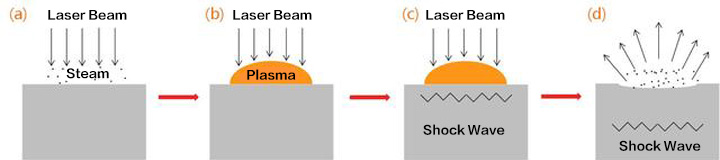
Smūginis procesas – tai eilė reakcijų, atsirandančių lazerio ir medžiagos sąveikos metu, tada medžiagos paviršiuje susidaro smūginė banga. Veikiant smūgio bangai paviršiaus teršalai suskaidomi ir nuo paviršiaus nulupamos dulkės ar šiukšlės. Yra daug mechanizmų, sukeliančių smūgines bangas, įskaitant plazmą, garą ir greitą šiluminį plėtimąsi bei susitraukimą. Naudojant plazmos smūgio bangas kaip pavyzdį, galima trumpai suprasti, kaip smūgio procesas valant lazeriu pašalina paviršiaus teršalus. Taikant itin trumpo impulso pločio (ns) ir itin didelės didžiausios galios (107–1010 W/cm2) lazerius, paviršiaus temperatūra vis tiek smarkiai pakils, net jei paviršius lengvai sugers lazerį ir akimirksniu pasieks garavimo temperatūrą. Viršuje garai susidarė virš medžiagos paviršiaus, kaip parodyta tolimesnio paveikslo a punkte. Garų temperatūra gali siekti 104 – 105 K, o tai gali jonizuoti pačius garus arba aplinkinį orą ir sudaryti plazmą. Plazma neleis lazeriui pasiekti medžiagos paviršiaus ir medžiagos paviršiaus garavimas gali sustoti, tačiau plazma ir toliau sugers lazerio energiją, o temperatūra toliau kils, sudarydama lokalizuotą itin aukšta temperatūra ir aukštas slėgis, kuris akimirksniu sukuria 1-100 kbar ant medžiagos paviršiaus. Smūgis palaipsniui perkeliamas į medžiagos vidų, kaip parodyta toliau pateiktuose (b) ir (c) paveiksluose. Veikiant smūgio bangai, paviršiaus teršalai suskaidomi į mažytes dulkes, daleles ar fragmentus. Kai lazeris nukeliamas nuo švitinimo padėties, plazma išnyksta ir vietoje susidaro neigiamas slėgis, o teršalų dalelės arba šiukšlės pašalinamos iš paviršiaus, kaip parodyta (d) paveiksle.
Virpesių procesas
Veikiant trumpiems impulsams, medžiagos šildymo ir aušinimo procesai vyksta itin greitai. Kadangi skirtingos medžiagos turi skirtingus šiluminio plėtimosi koeficientus, apšvitinant trumpo impulso lazeriu paviršiaus teršalai ir substratas patiria aukšto dažnio šiluminį plėtimąsi ir įvairaus laipsnio susitraukimą, dėl to atsiranda svyravimai, dėl kurių teršalai atsilups nuo medžiaga. Šio šveitimo proceso metu medžiaga gali neišgaruoti ir nesusidaryti plazma. Vietoj to, šlyties jėga, susidaranti teršalo ir substrato sąsajoje, veikiant virpesiams, sunaikina ryšį tarp teršalo ir substrato. . Tyrimai parodė, kad šiek tiek padidinus lazerio kritimo kampą, gali padidėti kontaktas tarp lazerio ir dalelių užterštumo bei substrato sąsajos, gali sumažėti lazerio valymo slenkstis, svyravimo efektas yra akivaizdesnis ir valymo efektyvumas yra didesnis. Tačiau kritimo kampas neturėtų būti per didelis. Per didelis kritimo kampas sumažins energijos tankį, veikiantį medžiagos paviršių, ir susilpnins lazerio valymo galimybes.
Lazerinių valiklių pramoninis pritaikymas
Pelėsių pramonė
Lazerinis valiklis gali atlikti bekontaktinį formos valymą, kuris yra labai saugus formos paviršiui, gali užtikrinti jo tikslumą ir gali išvalyti submikronines nešvarumų daleles, kurių negalima pašalinti tradiciniais valymo būdais, pasiekti tikrai be taršos, efektyvų ir kokybišką valymą.
Tiksliųjų prietaisų pramonė
Tiksliųjų mašinų pramonei dažnai reikia pašalinti iš dalių esterius ir mineralines alyvas, naudojamas tepimui ir atsparumui korozijai, dažniausiai chemiškai, o cheminis valymas dažnai palieka likučius. Lazerinis deesterifikavimas gali visiškai pašalinti esterius ir mineralines alyvas, nepažeidžiant dalių paviršiaus. Lazeris skatina sprogstamą plono oksido sluoksnio ant detalės paviršiaus dujofikavimą, kad susidarytų smūginė banga, dėl kurios pašalinami teršalai, o ne mechaninė sąveika.
Geležinkelių pramonė
Šiuo metu atliekant visą bėgių valymą prieš suvirinimą taikomas šlifavimo diskų ir šlifavimo juostos šlifavimo tipo valymas, dėl kurio labai pažeidžiamas pagrindas ir atsiranda didelis liekamasis įtempis, o kasmet sunaudojama daug šlifavimo diskų eksploatacinių medžiagų, o tai brangu ir sukelia rimtų problemų. dulkių tarša aplinkai. Valymas lazeriu gali užtikrinti aukštos kokybės ir veiksmingą ekologiško valymo technologiją mano šalies greitųjų geležinkelių bėgių klojimo gamybai, išspręsti aukščiau minėtas problemas, pašalinti suvirinimo defektus, tokius kaip besiūlių bėgių skylės ir pilkos dėmės, ir pagerinti mano šalies aukšto lygio stabilumą ir saugumą. - greitųjų geležinkelių eksploatavimas.
Aviacijos pramonė
Lėktuvo paviršių po tam tikro laiko reikia perdažyti, tačiau prieš dažant reikia visiškai pašalinti originalius senus dažus. Cheminis mirkymas / valymas yra pagrindinis dažų pašalinimo būdas aviacijos srityje. Taikant šį metodą susidaro didelis kiekis pagalbinių cheminių atliekų, neįmanoma atlikti vietinės priežiūros ir dažų nuėmimo. Šis procesas yra didelis darbo krūvis ir kenkia sveikatai. Valymas lazeriu leidžia kokybiškai pašalinti dažus nuo orlaivių odos paviršių ir yra lengvai automatizuotas gamybai. Šiuo metu kai kurių aukščiausios klasės modelių priežiūrai taikoma valymo lazeriu technologija.
Laivų pramonė
Šiuo metu priešgamybiniam laivų valymui daugiausia taikomas smėliasrovės metodas. Smėliasrovės metodas sukėlė rimtą aplinkos taršą dulkėmis ir buvo palaipsniui uždraustas, todėl laivų gamintojai sumažino ar net sustabdė gamybą. Valymo lazeriu technologija suteiks ekologišką ir neteršiantį valymo sprendimą, skirtą antikoroziniam purškimui ant laivų paviršių.
Ginklai
Lazerinio valymo technologija buvo plačiai naudojama ginklų priežiūrai. Lazerinė valymo sistema gali efektyviai ir greitai pašalinti rūdis ir teršalus bei pasirinkti valymo dalį, kad būtų galima automatizuoti valymą. Naudojant valymą lazeriu, ne tik švara yra aukštesnė už cheminio valymo procesą, bet ir beveik nepažeidžiamas objekto paviršius. Nustačius skirtingus parametrus, valymo lazeriu mašina ant metalinių objektų paviršiaus taip pat gali suformuoti tankią oksido apsauginę plėvelę arba metalo lydymosi sluoksnį, kad pagerintų paviršiaus stiprumą ir atsparumą korozijai. Lazeriu pašalinamos atliekos iš esmės neteršia aplinkos, taip pat gali būti eksploatuojamos dideliu atstumu, o tai efektyviai sumažina žalą operatoriaus sveikatai.
Pastato išorė
Statoma vis daugiau dangoraižių, vis labiau išryškėjo pastatų išorinių sienų valymo problema. Lazerinė valymo sistema gerai išvalo išorines pastatų sienas per optines skaidulas. Maksimalus 70 metrų ilgio tirpalas gali efektyviai išvalyti įvairius teršalus nuo įvairių akmenų, metalų ir stiklo, o jo efektyvumas yra daug didesnis nei įprasto valymo. Jis taip pat gali pašalinti juodas dėmes ir dėmes nuo įvairių pastatų akmenų. Pastatų ir akmens paminklų valymo lazeriu sistemos valymo bandymas rodo, kad valymas lazeriu gerai išsaugo senovinių pastatų išvaizdą.
Elektronikos pramonė
Elektronikos pramonė naudoja lazerius oksidams pašalinti: elektronikos pramonei reikalingas didelio tikslumo nukenksminimas, o lazerinis deoksidavimas yra ypač tinkamas. Prieš lituojant plokštę, komponentų kaiščiai turi būti kruopščiai deoksiduoti, kad būtų užtikrintas optimalus elektrinis kontaktas, o kaiščiai neturi būti pažeisti nukenksminimo proceso metu. Valymas lazeriu gali atitikti naudojimo reikalavimus, o efektyvumas yra labai didelis, o kiekvienai adatai reikia tik vieno lazerio švitinimo.
Atominė elektrinė
Lazerinės valymo sistemos taip pat naudojamos valant reaktorių vamzdžius atominėse elektrinėse. Jis naudoja optinį pluoštą, kad į reaktorių būtų įvestas didelės galios lazerio spindulys, kuris tiesiogiai pašalintų radioaktyviąsias dulkes, o išvalytą medžiagą lengva valyti. O kadangi jis valdomas per atstumą, galima garantuoti darbuotojų saugumą.
Santrauka
Šiuolaikinė pažangi gamybos pramonė tapo didžiausiomis tarptautinės konkurencijos viršūnėmis. Kaip pažangi lazerių gamybos sistema, lazerio valymo mašina turi didelį potencialą pritaikyti pramonei. Energingai tobulinama lazerinio valymo technologija turi labai svarbią strateginę reikšmę ekonominei ir socialinei plėtrai.